Global Site
Displaying present location in the site.
NEC Industrial IoT — For Manufacturing in the Age of IoT
At NEC, we have already standardized core systems at nine factories and have been moving ahead with the implementation of IoT with a view to further improving quality, cost, and delivery (QCD). Digitized hands-on data collected at manufacturing sites is uploaded to standardized mission-critical systems in cyberspace where it is first visualized, then analyzed and sent back to the originating manufacturing site. We anticipate that this commitment on our part will soon produce tangible results which our clients will be able to draw upon as reference data. By providing our clients with knowledge value, we are confident that we will be able to help propel Japanese industry into the IoT future.
This paper outlines NEC’s Industrial IoT systems which systemize our technological strengths to create powerful and flexible solutions, suitable for a broad spectrum of applications. Several case studies are introduced that clearly demonstrate our achievements thus far in the IoT field.
1.What is NEC Industrial IoT?
NEC Industrial IoT is a systematized suite of diverse solutions that take advantage of advanced NEC technologies such as image recognition, big data analysis, and software-defined networking (SDN). There are four areas where NEC Industrial IoT can be put into practical use: 1) digitization of actual sites, actual goods, and actual conditions; 2) forecasting invisible and hidden worlds; 3) supporting the integration of information technology (IT) and operational technology (OT); and 4) smartification of products and services.
At NEC, we believe that two innovations will play crucial roles in monozukuri in the age of IoT.
The first is “process innovation” in manufacturing processes. Another way of describing this is the “connected factory” in the sense that the monozukuri processes are smartified and networked.
The second innovation is “product innovation,” which is anticipated to drive the evolution of new products and services at an unprecedented pace in the years to come.
Process innovation relies on data collected from production lines during the manufacturing process. The data is analyzed and used by an autonomous control system to achieve optimized production in factories all over the world. Recently, connected data has expanded its reach beyond the manufacturing process and is now playing a major role in pre-processes including R&D and design as well as post-processes such as logistics, installation, construction, maintenance and service. In other words, the connection of data to autonomous control systems is now permeating through entire value chains.
In product innovation, IoT is embedded in products to offer new ways of using them and to create new services, thereby adding value. This will dramatically increase the functionality of products and bring innovation to business models.
In the next section, we will look at process innovation, which we believe exemplifies monozukuri in the age of IoT. Focusing on manufacturing processes in particular, we will show how NEC is working to advance monozukuri by leveraging IoT.
2.NEC’s Commitment
NEC’s history of production innovation is outlined below.
NEC began reforming its production innovation and procurement systems in the 1990s and delivery systems in 2003, achieving what we call “Trinity Reform.” In production innovation, for example, we succeeded in developing a system that makes it possible to manufacture only the quantity ordered with a shorter lead time in accordance with the delivery date and period. With delivery reform, NEC’s multiple factories attained the goal of sorting products and delivering them to customers while coordinating in sync with each other. For procurement reform, our goal was to procure only what had been used by supplementing as required. We accomplished this goal as well. By improving these systems, we were able to optimize the flows of both goods and information.
In the 2000s, we carried out efforts to standardize and integrate core systems, taking it one step at a time. We first expanded our systems for procurement, sales, and accounting, then our production systems, and finally expanded our development platforms and the spheres they would cover. These efforts stimulated significant improvements in the efficiency of IT systems and operation processes.
Since 2015, we have been digitizing on-site information by implementing IoT at production sites and standardizing manufacturing execution systems (MESs) which send manufacturing instructions to various sites, collect the results, and upload them to core systems. By linking these efforts, we are trying to achieve the advancement of monozukuri. In the following, we will introduce two case studies that exemplify these efforts.
2.1 Advancement of Visualization, Analysis, and PDCA through Implementation of IoT in Production Sites and Digitization of On-site Information
Various social infrastructure products such as mobile phone base station equipment, wireless network systems (PASOLINK) that connect between mobile phone base stations, digital TV transmitters, broadcast studio equipment, industrial PCs, on-board satellite equipment, information/communication equipment, and antennas are produced at NEC Platforms’ Fukushima Plant (formerly the headquarters plant for NEC Network Products). Since October 2015, the plant has been working to implement IoT. Utilizing IoT is expected to further strengthen QCD in monozukuri while streamlining management and improving key performance indicators (KPIs), facilitating early detection of abnormalities and troubleshooting, and improving efficiency and optimization (Fig. 1).
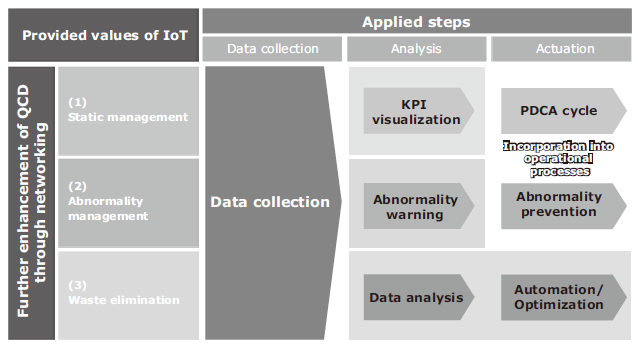
Specifically, to improve management and KPIs, NEC Platforms executed real-time visualization of data related to personnel, equipment, and products including quality and operating conditions. By allowing various operational strata - ranging from company executives to factory managers and on-site workers - to obtain and understand the information they needed as and when required, NEC Platforms succeeded in rotating the cycle of improvement at high speed.
Improvements in early detection of abnormalities and troubleshooting have made it possible to discover signs of manufacturing process abnormalities or quality deterioration at a very early stage, facilitating preventive action before an actual failure occurs. For example, thanks to early detection of problems which would otherwise have been found only after production, we have been able to prevent equipment failures and avoid after-sales quality defects.
By connecting and analyzing information regarding equipment operating conditions and workers’ tasks with MES information such as production plans, NEC Platforms has optimized operational procedures and steps as well as allocation of resources while reducing man-hours and improving production efficiency. For instance, assembly inspection processes were made hands-free by replacing written instructions and physical operations with voice guidance and voice-activated operations. The result is a significant improvement in operations while ensuring quality. Automatic collection of operation results has also contributed to a reduction in time discrepancies required for operational movement, providing useful tools to help improve QCD.
Utilization of object fingerprint authentication technology in the surface mount technology (SMT) process - in which the components are mounted on printed circuited boards (PCBs), makes it possible to identify individual units and link them to production results and quality data without having to attach barcodes or radio-frequency identification (RFID) tags to the PCBs, making traceability and quality analysis much more efficient.
The implementation of IoT, for example, helped improve productivity in the SMT line by 20% as of November 2016. In addition to IoT, we will also utilize NEC’s portfolio of AI technologies (NEC the WISE) for analysis of collected data as well as automation and optimization of production lines. Our goal is to improve productivity by an additional 30% by 2017. With a view to creating even better outcomes, NEC Platforms will continue to aggressively promote IoT-related technologies to enhance management and improve KPIs, facilitate early detection of abnormalities and troubleshooting, and to increase efficiency and optimization.
NEC is deploying this system as our standard IoT application system in NEC Platforms’ Kakegawa Plant (which produces routers and in-vehicle equipment) and will also be introducing it to various NEC Group plants as and when required. We will boost our QCD competitiveness on a global scale while leveraging interbase know-how and resources and facilitating interbase production coordination, so that we will be able to promptly meet more precise customer needs. These activities will also be undertaken by our partner companies and overall supply chains to better support timely and appropriate decision-making by various strata - ranging from company executives to factory managers and on-site workers.
2.2 Improving QCD by Standardizing the MESs
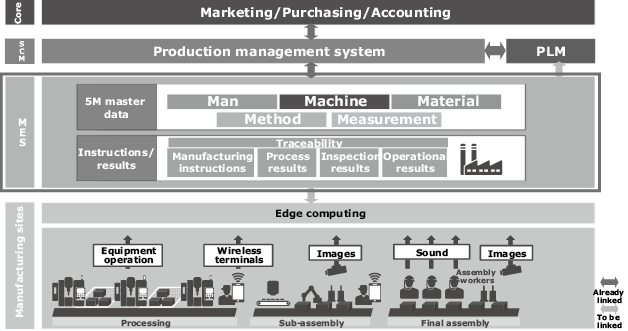
At NEC Group, we have been undertaking various measures aimed at integrating and standardizing MESs, which are normally optimized independently at each production base (see Fig. 2 for the positioning of the MESs).
Integration and standardization of the MESs has been ongoing at two plants - NEC Platforms’ Kakegawa Plant and Shiraishi/Yonezawa Plant - since May 2016.
The following six objectives define our plans for integrating and standardizing the MESs.
Our first objective is to centralize management of 5M* information related to our production activities. Integration of 5M master data will allow us to visualize required information - from estimated and actual information associated with each administrative level - to suit the needs of various strata such as company executives, factory managers, and on-site workers. This will facilitate analysis for early identification and solution of problems.
Secondly, we will zero in on the achievement of manufacturing management coupled with IoT. By visualizing various manufacturing result information obtained from production facilities in an easy-to-understand manner such as current conditions and alarms, we will be able to quickly find real-time solutions for any problems. We will also be able to streamline result collection by using various on-site result collection terminals such as RFID terminals, tablet terminals, and hand-held terminals.
Thirdly, we will develop a hybrid response to production flows that will be capable of handling either push type or pull type. This will enable us to handle the push type coupled with serial numbers and material requirements planning (MRP), as well as just-in-time (JIT) manufacturing (pull type) which takes advantage of kanban. This will also be able to deal with both types of production modality - make-to-stock (MTS) and make-to-order (MTO) production.
Fourthly, we focus on developing effective and efficient responses to global and multi-site operations. We will integrate on-site information from multiple sites in various countries to help achieve on-site visualization and improvement.
Fifthly, we will strive to achieve prompt and precise followability for operational improvement by providing production innovation support tools. We will not only enable master data such as bills of materials (BOMs), processes, and storage places to work in conjunction with higher-level core systems but will also make the MESs capable of making additions and modifications on their own. Moreover, even when on-site innovation leads to changes in local processes and inventory stock points, we will make it possible for these changes to be followed elsewhere. All of this will be applicable to appropriate inventory analysis in stock point designing.
Finally, we will endeavor to achieve a step-up introduction process. After introducing one process (single system), we will step it up for multiple processes (multiple systems) and for the entire factory, as well as for deployment to other facilities.
Although these activities are still underway, we have already achieved standardization of QCD assurance, visualization of production, and standardization of traceability criteria as a result of the operations at the two factories. We have also strengthened our QCD competitiveness on a global scale through facilitation of production coordination between production bases by effectively utilizing in-house resources thanks to the standardization of operational processes and systems. This has made it possible for us to address customer needs more quickly.
3.What NEC Is Striving to Achieve
We have introduced two use cases in this paper. In addition to innovating monozukuri and standardizing management and SCM operations and systems, we will integrate MESs and IoT to create more collaborative solutions. We will strive to achieve improvements in throughput, quality, and traceability by centralizing data and reinforcing supply chains. All of these efforts will enhance and advance our monozukuri, making us more effective and responsive to our customers’ needs than ever before.
- *Japanese word that refers to manufacturing which is in harmony with nature and that adds value to society
- *The 5 Ms are composed of Man (people), Machine (equipment and jigs/tools), Material (products and components), Method (operational procedures), and Measurement (measurement and inspection items). Also called “5M1E” with the addition of Environment.
Reference
- 1) NEC Vision 2017 for Social Value Creation - Looking ten years ahead –
- 2) NEC Vision 2017 Case Studies and Highlights - Creating value together -
Authors’ Profiles
OKANO Miki
Department Manager
Value Creation Department
1st Manufacturing Industries Solutions Division
KOYANAGAWA Hideki
Assistant Manager
Value Creation Department
1st Manufacturing Industries Solutions Division